




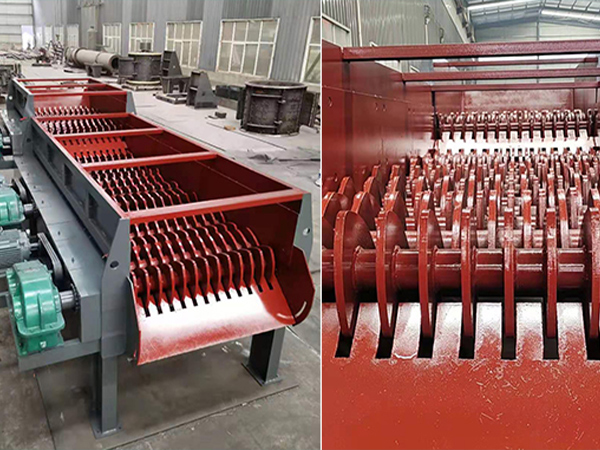
单齿辊破碎机是钢厂烧结生产中的关键设备之一,它主要负责烧结饼的破碎任务。但由于其工作环境恶劣,故破碎机容易损坏,尤其是辊轴部分。对辊轴进行修复,可降低企业的生产成本,提高经济效益。辊轴的修复方法都有哪些呢?
一、准备
需清理油污、尘泥、裂碎块、铁锈,检测各主要工作部位及装配部位的形位尺寸,并做好记录。对辊轴装置通水打压(0.7MPa),保压15 min,检查主轴及辊齿各部位的漏水或渗水情况(把掉落的齿的部位进行临时封堵)。
二、修复方案
辊齿部位磨损较轻,且水压试验不漏水处可直接对辊齿进行堆焊。磨损严重或水压试验出现渗漏的,可将整个辊齿用碳弧创割除,重新制作后再与主轴焊接。
三、具体实施
1、辊齿的修复
辊齿打底、填充先采用J506焊条,J506焊条先进行380度烘干,保温1小时,后采用立焊对称堆敷,堆敷完每一层后用铁锤进行锤击去应力处理。辊齿表面层采用D856条,堆焊前在300℃对焊条烘干,并保温1小时;并对预施焊部位进行预热,预热温度150℃,焊条采用直径4mm,焊接电流200A,两个人同时采用横敷对称焊,从下往上一道道堆敷。焊完立即用石棉布覆盖保温缓冷。
2、辊轴与辊齿的组焊
将辊轴两端架设在两个滚轮上,辊齿根部用碳弧气刨加工单边V型坡口并固定在辊轴的相应位置上。打底层和填充层采用J506焊条,堆敷每层后都进行锤击去应力处理表面层采用D856焊条,焊后对焊缝整体加热100度后用石棉布覆盖保温缓冷。每焊完一列,转动辊轴再焊接下一列,直至焊完。
四、机加工组装
所有需要焊接或堆焊的部位实施焊接并达到要求后,对主轴轴承及密封部位进行机加工,以保证各部位的装配尺寸,按图样技术要求进行组装。
采用上述方法对单辊破碎机辊轴装置进行修复,可大大降低修复成本,经济效益明显, 对企业降低生产成本具有好的推动作用。







































 吉荣机械
吉荣机械
